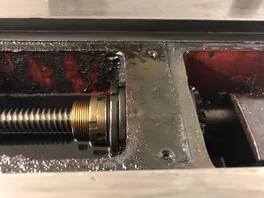
Wenn Bedenken bestehen, den O-Ring zu "verwurschteln", einfach mal den Übergang am ASS genauer betrachten. Wenn der Vergasersitz schön verrundet und glatt zum offenen Ende ausgeführt ist, passiert mit etwas Öl wirklich nix.
Im Zweifelsfall mit einem 400er Schleifpapier und etwas Petroleum den Übergang glätten und verrunden.
Wobei ich das Thema Falschluft an der Stelle für etwas überbewertet halte, wenn die Paarung Gaser/ASS an der Stelle ein Schiebesitz ist und die Schlitze zum Spannen nicht bis hinten laufen.
Auf meiner Ape fahre ich ohne irgendwas, aber der Gaser geht auch saugend von der Passung her drauf. Auch Luft brauch erstmal einen signifikanten Querschnitt, bevor sie da wirklich durchströmt und das Gemisch abmagert.
Auch die Luft ist nur ein Fluid, das den Weg des geringsten Widerstand bevorzugt.
Und der Querschnitt der eigentlichen Vergaserbohrung zu zwei Hunderstel Spalt irgendwo zwischen ASS und Gaser im Verhältnis ist doch erheblich.
Da hat man bei einem dichten Sitz von Gaser zu ASS und einer Außentemperaturdifferenz von 25 Grad Celsius mehr Abweichung vom idealen Benzin/Luftgemisch als bei einem satt sitzenden Vergaser mit und ohne O-Ring denke ich.
Bei "Falschluft" muß man schon von einem relevanten zusätzlichen unbewußten Volumenstrom reden.
Machen wir mal ein einfaches Rechenbeispiel:
Ich habe einen 20er Vergaser, der in seiner Wohlfühlumgebung (harmonisch ausgelegter Motor in Sachen Hubvolumen, Ansaugtrakt, etc.) mit einer 100er HD bestückt ist und sauber läuft.
Dann käme eine Reduzierung der HD auf 95 rechnerisch einer Abmagerung gleich, wie wenn das selbe Gebilde ungehindert Falschluft hinter dem Vergaser ziehen könnte über eine Kreisringfläche von Außen 20 mm und innen 19 mm.
Nur mal so zur Verdeutlichung.
Nun die Frage an die Runde, wer hat nicht schonmal so plus minus 2 Größen an der HD rumumgedüst?
Soviel zum Thema Falschluft durch Hundertstel-Spalte zwischen ASS und Gaser...
Und wenn unterschiedliche Ausdehnungskoeffizienten aller beteiligten Materialien an der Klemmung des Vergaser so groß werden, daß sie zu einem Problem werden könnten, würde sich das eher durch das Abfallen des Gasers vom ASS bemerkbar machen, als durch eine nennenswerte Abmagerung des Gemisches.
Und bitte mich hier nicht falsch verstehen, das hat nichts mit dem Thema Falschluft am Kurbelgehäuse zu tun. Dort gibt es Zustände, wo der Einlaß noch verschlossen ist und aber durch die Kolbenbewegung ein Unterdruck erzeugt wird. Dadurch kann eine systemrelevante Menge an Falschluft angesaugt werden, die merklich abmagert.
Das ist an der Verbindungsstelle ASS/Gaser nicht der Fall. Die Druckdifferenz, die Luft in den Gaser durch die vorgesehene Öffnung saugt, ist die gleiche, die die "Falschluft" durch die "Leckstelle" am ASS saugt. Und dadurch stehen die angesaugten Volumina an Luft nahezu proportional im Verhältnis zu den Querschnittsflächen. Der Rest sind Korrekturfaktoren aufgrund der Geometrie, die das Verhältnis noch zugunsten von "Richtigluft" verschieben.
Ganz einfach Fluidmechanik....
So, jetzt Klugscheißermodus "aus".... 
Gruß Paddy.