Ich bin jetzt schon gespannt was über Weihnachten noch so alles kommt.
Deinen Thread zu verfolgen ist so ein bisschen Werkzeug- und Metallbauporno für mich.


Ich bin jetzt schon gespannt was über Weihnachten noch so alles kommt.
Deinen Thread zu verfolgen ist so ein bisschen Werkzeug- und Metallbauporno für mich.
Folgen konnte ich ( glaube ich zumindest ), aber rechnen kann ich nicht.
Die Erweiterung der Breite des Drehschiebereinlasses im Gehäuse bringt einen Gewinnan Fläche ohne Veränderung der Öffnunfszeiten.
Aber welche Flächen haben der Ansaugstutzen und der ovale Teil des Ansaugtraktes vom Flsnsch bis zur Kantedes Drehschiebers ins Kurbelhaus?
Hintergrund: Lohnt der Aufwand ?
Fantine : Ich habe das ja versucht grob mit den Quadratmillimetern zu erläutern.
Der ASS ist ja etwas größer, 22 oder 23 oder so. Der Gaser 21. Die ovale Schnittstelle wegen dem Kegelschnitt blende ich aus, weil es sich ja davor und danach wieder verjüngt.
Mal ganz grob, wenn ich die Einlaßbreite um einen Millimeter je Seite vergrößere, und einen kleineren Eckenradius in das Einlaßfenster fräse, bin ich mit dem Querschnitt meines 21.21 Vergasers quasi gleich.
Aktuell wäre ich kleiner als der Vergaserquerschnitt. Mein Ziel ist es, wenigstens gleich zu sein am Einlaß.
Dafür habe ich jetzt keine Begründung aus der Literatur, das ist jetzt eher so mein Bauchgefühl aus der Fluidmechnik her.
An dem ganzen bewegten Geraffel im Kurbelhaus, das sich dem Gasstrom entgegen stellt, kann ich ja nichts ändern, aber ich kann zumindest mal dafür sorgen, daß der Einlaß nicht die engste Stelle auf dem Weg dorthin ist, ohne die Steuerzeit negativ zu beeinflussen.
Ob es sich lohnt, weiß ich nicht.
Außerdem muß ich es ja schon alleine wegen Nick50XL machen, der wartet ja drauf...![]()
Ich habe so eine schöne Aufnahme für das Gehäuse für die Fräsmaschine, es wäre geradezu lästerlich, es nicht zu tun...Ungleich einfacher und sauberer als mit dem Dremel...
Wo wir dabei sind. Heute war der letzte Tag im Geschäft. Ich habe dann mal das 70er Rundmaterial Kupfer auf die große Drehbank genommen und ausgerichtet. Außendurchmesser saugend in die Zentriervertiefung des Zylinders, innen auf 58,5 mm. Etwas kleiner als die Originaldichtung, 0,5 mm größer als die Bohrung.
Innenausdrehen war Scheiße, das schmiert wie Sau bei größerer Spanabnahme. Ich habe glaube ich 6 verschiedene Schneidplatten ausprobiert. Es ging dann einigermaßen gegen Ende, wenn nur noch Zehntel zugestellt werden mit einer scharfen Platte für Aluminiumbearbeitung. Auf dem folgenden Bild das Rohmaterial ausgespannt und die bereits beidseitig geschliffene Dichtung:

Eigentlich wollte ich einen ganzen Satz Dichtungen machen in Zehntelsabständen zwischen 1,3 mm und 1,8 mm.
Ich beließ es bei einer mal. Die hatte ich mit knapp 2 mm abgestochen und dann auf 1,82 geschliffen. So lasse ich sie mal, bis die Kurbelwelle da ist und alles soweit feststeht.
Wenn von der dann noch schlimmstenfalls ein halber Millimeter runter muß, dann stelle ich mich eben einen Abend an die Schleifmaschine.
Ich werde nur nochmal eine drehen, wenn es nicht anders geht.
Am Polini sieht das chic aus:


Die Dichtung steht jetzt mit ihren 1,82 um einen halben Millimeter über, die Zentrierung ist also dahin, aber die 4 zusätzlichen M6 Verschraubungen sind einigermaßen eng, der Kopf hat nicht soviel Spielraum wie ein nur mit den 4 Stehbolzen verschraubter DR.
Die Quetschzone werde ich halt an mehreren Stellen messen und mitteln.
Aktuell ist mein Aluspacer für den Fuß mit den Dichtungen bei 9,1 mm. Den muß ich also noch etwas abnehmen. Dafür werde ich aber nochmal Steuerzeiten messen mit 8,5 mm Unterlage anstatt 8. Mal sehen, was da rauskommt.
Wie es so will war heute mein Kollege von der CNC-Fräsmaschine schon im Baumfesturlaub. Der hat uralten, nicht mehr verwendete Vollhartmetallfräser in Überlänge in der Schublade mit 4 Schneiden. Tja, da liegen sie jetzt immer noch. Neu, praktisch NOS...![]()
Ich habe dann einen etwas längeren Zweischneider in 5 mm gefunden für die Ecken und einen längeren 10er Vierschneider für die Längsseite:


Damit sollte es auch gehen, ist ja nicht viel. Ich muß nicht mal die Stehbolzen für den ASS rausmachen.
Aktuell sind die gegossenen Eckradien des Einlaß so zwischen 4 und 5 mm. Ich mache sie jetzt schärfer auf 2,5 mm.
Mal schauen, wie das läuft.
Übrigens gibt es die Benelli Kurbelwelle mit zwei verschiedenen Drehschieberwangenausführungen. Einmal die üblichen 17 mm und dann eine 21 mm Variante.
Das hätte mich schon interessiert, wo diese zusätzlichen 4 Millimeter sich den Platz holen und ob man dafür das Gehäuse bearbeiten muß.
Egal, ich bleibe bei 17mm.
Gruß Paddy.
Ich hab ne einfache Faustformel für mich selber, die bei meinen Tourenmotoren bisher immer gut gelaufen ist
120/70 Drehschieberzeiten.
Da mach ich mir tatsächlich nie nen Kopf, mit Boxauspuff hat das noch nie nicht harmoniert.
Hallo Jungs,
gerade mal etwas getüftelt. Ganz ingenieursmäßig habe ich mir mal völlig dilettantisch die fehlenden exakten Daten durch ganz grobe Näherung herbeigeschätzt, so daß man es gerade noch mit viel Augenzudrücken durchgehen lassen kann....![]()
Also, ich habe mir die bestmöglichsten Seitenansichten der Fabbri und der DRT ausgedruckt und habe gekonnt die verbliebene leichte Verzerrung zu einer Ellipse ignoriert (ich darf das...![]() ).
).
Fachmännisch mit dem Geodreieck die Position der Steuerkanten angezeichnet und den Winkel gemessen.
Damit komme ich bei Fabbri auf Schließkante vor Pleuelzapfen 15° und Öffnung 150°, bei DRT 25° und Öffnung 120°.
Das habe ich dann mal auf die Dummy-KW übertragen. Wie vorhergesagt hört der schraffierte Bereich der Überströmer da auf, wo die Fabbri anfängt:

Dann habe ich die Welle wieder eingebaut und mal gemessen:

Man konnte schon mit der Lampe in den Einlaß funzeln und die Striche auf der Wange an die entsprechende Kante des Einlasses fahren. Den unlängst mal gemessenen Einlaßöffnungswinkel von ca. 30° konnte ich ganz gut bestätigen.
Tja, was da rauskam, war eigentlich viel humaner als ich rein auf den ersten Blick auf die verschiedenen Kurbelwangen geschätzt hätte.
Fabbri: Eö 125° vOT, Es 56° nOT,
DRT: Eö 106° vOT, Es 46° nOT
Diese Werte würden Automaticadett wohl eher keine Kopfschmerzen bereiten...![]()
Mir ehrlich gesagt auch nicht. Wenn ich den Einlaß tatsächlich nur in der Breite bearbeite, habe ich mit den 56° nOT immer noch einen geradezu human frühen Einlaßschluß. Die SF hat ja gegenüber der LF einen längeren Ansaugweg und eben dem Ansaugweg würde ich noch ein paar Grad mehr nOT zutrauen, ohne hohe Liefergrade in zu hohe Drehzahlbereiche zu schieben.
Der Zeitpunkt des Einlaßöffnens ist ja damit 55° nUT, mein gemessener Spülwinkel war 117°, ergo 58,5°. Das sieht man auch auf diesem Bild:
Das ist der Moment, in dem der Einlaß mit der Fabbri-Steuerkante öffnet. Keine Ahnung, laß es einen halben Millimeter sein, mein Anspruch ist erfüllt und ich habe keine signifikante Überschneidung.
Das ist jetzt alles nicht komplett präzise, sondern sehr mit der Hand am Arm, aber ich bin mir sicher, wenn die Fabbri im Januar hoffentlich da liegt, wird sich das einigermaßen bestätigen.
Wenn ich das jetzt so in die ganzen empirischen Diagramme versuche reinzuprojizieren, sollte da was Brauchbares rauskommen, was den Liefergrad im Kurbelgehäuse angeht.
Der Liefergrad sollte verhältnismäßig breit von 3000-5000 Umdrehungen seine höchsten Werte haben und danach nicht so steil abfallen.
Das könnte was werden mit dem Traktor. In dem Bereich sollte der Sito auch noch einigermaßen mit der Gasmenge zurecht kommen.
Vor dem Vergaser habe ich die Hürden für die Luft so gering als möglich gelegt (ohne die Optik und den Spritzwasserschutz zu ändern), aber der Ansaugweg ist lang. Wenn auch der längste Teil ein großes Rohr mit runden 10 cm Durchmesser unter der Pritsche ist, an dessen Ende genug Löcher unter der Befestigungsschelle sind. Das ist bereits gemacht. Es sind ja schon ein paar Liter in der Minute, die letztlich da durch müssen.
Aber das werden wir sehen. Mit den Daten werde ich langsam etwas ungeduldig.
Jetzt mal kucken, wann ich das Gehäuse auf die Fräsmaschine nehme. Das werde ich natürlich berichten.
Gestern habe ich noch etwas nach einem zündungsseitigen Lager geschaut. Die Fabbri hat ja einen normalen 20er Wellenstumpf und keinen ETS-Stumpf mit 25.
Ich brauche aber etwas Platz axial, um eine Buchse zu integrieren, damit ich wieder einen Wedi an der Lima einbauen kann. Ich brauche also ein Lager, das nur 12 breit ist und das NU1005 fällt mit dem 20er Stumpf jetzt weg.
Aber es gibt tatsächlich ein Rillenkugellager mit 20x47x12. Kriegt man an manchen Ecken und es wurde sogar mal in irgendeine WF mal verwendet, wie ich jetzt gelernt habe. Mit dem ist das Wedi-Problem dann auch gelöst und ich kann eine schöne Hülse mit einem 2 mm Bund für den Wedi drehen und einkleben.
Vielen Dank für's Mitlesen bis dahin,
Gruß Paddy.
So Mädels,
Endspurt vorm Baumfest!
Nochmal an der alten V50 Kurbelwelle durch den Einlaß angezeichnet und festgelegt, wieviel ich abnehme auf welcher Seite. 2 und 3 mm habe ich gemessen, festlegt habe ich dann 0,8 und 1,5 mm:

Dann mußte ich kurz überlegen, welches Zeug wo an meine Universalplatte dran kommt, damit ich den Einlaß bearbeiten kann. Mittlerweile habe ich soviele Teile, Scheiben und Schrauben, daß ich jedes mal wieder davor stehe und es nicht blicke, was ich nehmen muß und in welches Loch das rein gehört. Die letzte Bearbeitung war in Achsrichtung vom Zylinder, jetzt senkrecht zur Dichtfläche Drehschieber:

Tisch runter von der Maho, Platte drauf und mal den 10er Fräser eingespannt und durchgelinst:


Dann zuerst mit dem 10er Fräser die festgelegte Kontur ausgefräst. An den Steuerkanten nur angekratzt, an den Seiten halt die 0,8 mm zur Kupplung hin und die 1,5 zur Kurbelwelle
Dann habe ich den 5er Zweischneider, den ich für die Bearbeitung vorgesehen habe, erst mal beim Ankratzen abgebrochen. Ich hatte noch einen zweiten, der eine etwas längere Frästiefe hat, aber dafür etwas stumpfer ist. Ging dann aber trotzdem:

Der hat dann halt etwas gerattert und in den Ecken hat er sich etwas reingezogen, aber das hätte der schärfere Bruder wohl auch gemacht. Egal, alles präziser als mit dem Dremel und so scharf in die Ecken mit einem 2,5er Radius ginge es mit dem Dremel so oder so nicht.
Danach sah es dann durch den Einlaß auf die alte Kurbelwelle der Orange so aus:

Der 5er Fräser hat mir vier kleine Ohren an dem Übergang zum ASS gemacht. Wenn ich das vermeiden hätte wollen, hätte ich den Kopf jeweils für die Steuerkanten schwenken müssen.
Aber ich wollte ja eine projizierte Fläche. Nicht so wild. Neue Kontur durch den Einlaß angezeichnet, damit man sieht, wo man ist:

Nicht mehr riesig die Überdeckung, aber die Fabbri soll einen Tick mehr haben wie 17. Sie wird also eher etwas mehr haben in Richtung Kupplung. Grob 1,5 ist das jetzt noch, was da an Überdeckung jeweils bleibt seitlich.
Zum Abschluß noch der Vorher/Nachher Vergleich:


Ich finde es nicht schlecht so. Ich bin jetzt projiziert plus/minus im einstelligen Quadratmillimeterbereich pari mit dem Querschnitt des Vergasers mit seinen 21 mm.
Mir gefällt es so ganz gut. Gepaart mit der Fabbri müßte dieser Einlß zumindest mal theoretisch ganz gut zu meinem Traktoransatz passen zusammen mit der Spül- und Auslaßzeit des Polinis.
Das war es jetzt mal soweit.
Ich wünsche euch allen ein frohes Baumfest und geruhsame Tage!
Viele Grüße,
Paddy.
Mit den 1,5 mm beidseitig bist du noch gut im sicheren Bereich. 1 mm sollte es mindestens sein, um noch eine gute Abdichtung zu haben.
Vorausgesetzt der Drehschieber ist in dem Bereich noch top.
Hab eigentlich noch nie einen so perfekt gearbeiteten Einlass gesehen...
Volker hat alles gesagt - es bleibt mir nur noch, dem Traktorerbauer auch alles Gute für die Festtage zu wünschen.
Vielen Dank!
Volker PKXL2 dein Lob ehrt mich! Wenn ich ehrlich bin, habe ich schon vor geraumer Zeit mal einen Beitrag von dir gefunden, in dem du den Millimeter als Minimum angegeben hast.
Da dachte ich mir, pack noch 5 Paddys-Angstzehntel drauf, dann wird es schon nicht verkehrt sein...![]()
Ich habe jetzt mit dem aktuellen Motor der Ape, meinen beiden V50 und der XL2 vom Ex-Schwager bisher 4 Drehschieber mit dem Dremel etwas vergrößert.
Aber das ist zumindest bei mir immer etwas mit "blödem Gefühl" verbunden, weil es immer etwas unkontrolliert ist.
Deshalb wollte ich das bei dem Motor unbedingt mit der Fräsmaschine machen. Es ist etwas entspannter, die Zehntel mit der Kurbel und der Digitalanzeige machen...
Fantine Beste Wünsche zurück!
Gruß Paddy.
Hallo Kollegen,
wie immer danke für die Rückmeldungen!
Vorgestern hatte ich Langeweile und habe mal die Dummykurbelwelle, Kolben, Spacer und Zylinder mal auf die große Hälfte gesteckt und wollte mal von innen schauen, wie mein Anschluß vom Motorgehäuse über den Spacer zu den Überströmern des Polinis paßt.
Gleich vorneweg, ich gehöre zu denen, die glauben, daß man da viel rein interpretieren kann, was sinnvoll ist und was nicht, wenn man das Gehäuse an die Überströmer anpaßt.
Ich denke einfach, der Querschnitt sollte nach Öffnen der Überströmfenster noch einigermaßen passen zum Querschnitt der Überströmer selber im Zylinder.
Deshalb hatte ich ja das Motorgehäuse nur so leicht bearbeitet und angepaßt, als würde ein normaler Steckzylinder drauf kommen und den Querschnittsübergang von den kleinen Taschen im Gehäuse zu den großen Überströmanschlüssen im Zylinder quasi innerhalb des 8 mm Spacers realisiert mal so als Wurf. Das sah dann so aus:

Unten quasi Ori-Fußdichtung, oben Anschluß zum Polini mit seinen geräumigen Kanälen. Jetzt schau ich da unten rein ins Kurbelgehäuse und noch bevor der Kolbenboden die Kanten von den Spülfenstern freigibt, fängt unten an der Kolben die Polinidichtkante zu überfahren und den Anschluß zu den Überströmern innerhalb von wenigen Kurbelwinkelgraden auf den Querschnitt der kleinen Taschen im Gehäuse zu verjüngen. Plus den kleinen Spalt, der halt bei einer 58er Bohrung noch bleibt.
Wenn man es nur geometrisch betrachtet, erscheint das jetzt nicht so wild, eher nur unschön. Es gibt aber beim Bönsch so schöne Diagramme mit gemessenen Drücken. Und wenn man das mit einbezieht, sieht das Ganze schon etwas anders aus.
In der Realität ist beim Öffnen der Spülfenster der Druck vor dem Kolben noch höher als hinter dem Kolben. Zunächst schiebt es zurück in die Spülkanäle bis sich das entschärft hat.
Das kann aber bis zu 30° KW dauern. Und 30° später war bei meinem ersten Wurf nur noch etwas mehr als die Hälfte an Querschnitt da vom Kurbelgehäuse zu den Überströmern und Stützkanälen. Der Boostport aber völlig ungehindert.
Das wäre sicherlich ein Ungleichgewicht zwischen Boostport und Spül-/Stützkanälen geworden und ich war der Meinung, dort noch etwas zu ändern, ohne das Gehäuse massiv zu bearbeiten.
Ich habe mir das dann in aller Ruhe angeschaut, was am besten zu realisieren wäre, ohne in das Gehäuse zu stark eingreifen zu müssen und weitestgehend bei der Standard-Dichtungsgeometrie zwischen Spacer und Gehäuse zu bleiben. Vorab mal der Spacer, wie er dann geworden ist und eine Standarddichtung darunter, damit man sieht, daß sich dort nicht zuviel ändert:

Ich habe eigentlich nur die Ecken an der Anschlußgeometrie zum Gehäuse anders verbunden und das dann mit einer Schlüsselfeile verzogen.
Im Gehäuse konnte ich dann das konisch nach unten verlängern und mit den etwas vergrößerten Taschen verbinden. Bei der Geometrie gibt es keine Gefahr zu einem Durchbruch:


Jetzt habe ich kein Bild davon, wie zugeschnürt das vorher wurde ab 50° vor UT und ich bin mir nicht sicher, ob das auf dem Bild überhaupt rüber kommt. Aber so halte ich es einigermaßen passend, was den verbleibenden Querschnitt angeht über den Kurbelwinkel aufgetragen.

Es wirkt etwas albern, aber die etwas versierteren Tuner hier kennen ja die größeren Anschlüsse der Überströmer bei solchen Zylindern im Vergleich zu den Stecktuning-Teilen. Da ist man schon bei rund dem doppelten an Querschnitt für die Überströmer. Und wenn dann beim realen Spülstart, der später als der geometrische Spülwinkel ist, nur noch die Hälfte des Querschnitts da ist, dann ist das einfach nicht so der Renner für einen ausgewogenen Spülvorgang, bei dem die Austarierung der einzelnen Kanäle noch einigermaßen hinhauen sollen.
Gruß Paddy.
Achtung - vielleicht Blödsinn ( dann ignorieren ![]()
Könnte einepartielle Verkürzung des Kolbenhemds der unerwünschten Querschnittsverminderung entgegenwirken ?
Heute Nacht ist irgendwo im Dorf ein Kabel gestorben, Vodafone baggert schon eifrig in der Parallelstraße. Da ich in der glücklichen Lage bin, weiterhin über die Telekom zu telefonieren und darüber auch ein lahmes Internet habe, konnte ich den Telekom-Router an mein Accesspoint-Netzwerk umstöpseln. Damit ist mein Internetzugang von ca. 40 Mbit auf 4 Mbit gedrosselt, quasi von Polini 135 zurück auf Original 50 Kubik aus Pontedera...![]()
Aber gut, es geht...
Ja, das mit dem Hemd war natürlich auch mein erster Gedanke, aber die Entwicklungsvögel von Polini haben da wenig Potential liegen lassen.
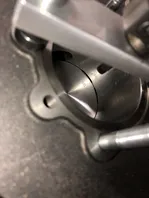
Auf den folgenden Bilder steht der Kolben so ca. 3 mm oder so vor UT:


Der Ausschnitt am Hemd ist mehr oder weniger bündig mit dem Auge für den Kolbenbolzen.
Ich hatte mir das noch nie vorher von unten angeschaut, wie es aussieht, wenn der Kolben gegen UT geht. Und bei mir kommt ja noch ein Millimeter dazu wegen der 53er Kurbelwelle.
Ausgemessen habe ich natürlich nix, das wäre auch etwas schwierig, aber mit der kleinen Änderung am Spacer und am Gehäuse ist das jetzt nicht mal so schlecht geworden.
Ich erreiche natürlich nicht ganz den Querschnitt, wie wenn das Gehäuse massiv aufgeschweißt und geräumig ausgeräumt wäre, aber es ist deutlich anders als zuvor, auch wenn es nach nicht viel aussieht.
Wenn man nur in Achsrichtung des Kolbens schaut und dann den "projizierten" Querschnitt betrachten würde, hätte meine Änderung nicht viel gebracht.
Schaut man jedoch quasi in der Richtung des Gases schräg nach oben von Kurbelgehäuse in Richtung Überströmeranschluß, dann hat sich der Querschnitt bestimmt um 70 Prozent erhöht und ist nicht mehr weit weg von dem eigentlichen Anschlußquerschnitts.
Bei der Hemdgestaltung von Zylinder und Kolben bin ich mir nicht sicher, ob großzügig ausgeräumte Überströmertaschen an einem aufgeschweißten Gehäuse real (und nicht projiziert) soviel mehr an Querschnitt machen würden.
Lustig ist ja, daß ich das eigentlich nur aus Langeweile entdeckt habe...
Gruß Paddy.
Viel mehr konnte man sich kaum erhoffen...
Der schönste Einlass den ich bisher gesehen habe, mal eben den Spacer perfektioniert, dazu eine Beilage aus Symbolbildern zum Thema "Detailverliebt"...
Nick50XL danke...![]()
Hallo Männer,
wehe, wenn er losgelassen...![]()
Dachte, jetzt nach den Feiertagen bestelle ich mal bei 10pollici die Fabbri.
Bei den Zahlungsmöglichkeiten war PayPal mit einem ordentlichen Aufschlag von 15 Euro belegt. Dann dachte ich, ich könnte mal wieder seit gefühlt 15 Jahren etwas mit der Kreditkarte bestellen.
Diese Kreditkarte benutze ich eigentlich nie. Keine Ahnung, warum es nicht funktioniert hat, nicht freigeschalten oder es war meine alte, die ich im Sommer mit meinem Geldbeutel zusammen verloren geglaubt hatte und mittlerweile eine neue habe (der Geldbeutel ist aber auch wieder aufgetaucht), auf jeden Fall hing die Bestellung als "pending" drin in meinem Profil nach einer Fehlermeldung.
Bearbeiten und Zahlungsart ändern ging auch nicht. Dann habe ich das Ding halt nochmal bestellt und Vorauskasse gemacht.
Jetzt habe ich zwei anhängige Bestellungen für eine Fabbri 53/105 in meinem neuen Kundenkonto bei 10pollici, eine weil die Kreditkarte nicht geht und die andere, weil natürlich heute Abend noch keiner im Land der feinen Kurbelwellen kontrolliert hat, ob meine Kohle auf seinem Konto angekommen ist...![]()
Ich habe dann mal 10pollici angeschrieben auf angelsächsisch und darum gebeten, meine erste Bestellung doch bitte zu stornieren, ich hätte das Ding ja nochmal bestellt und sofort das Geld überwiesen.
Dann kam eine Abwesenheitsnotiz, daß sie bis zum 7 Januar noch im Urlaub sind.
Also jetzt kucken wir mal, was passiert. Mit etwas Glück kriege ich nächste Woche eine Bestätigung für den Zahlungseingang und eine Antwort auf meine Email, daß die erste Bestellung storniert wurde.
Übrigens sind die Preise bei 10pollici mit der italienischen Mehrwertsteuer drin. Da ist die Fabbri ja mit 415 Euro gelistet. Als Deutscher wird das sofort während der Bestellung umgerechnet auf unsere Mehrwertsteuer. Inklusive Porto sind es dann 419,90 Euro für die zweieinhalb Pfund Eisen.
Das ist eigentlich ganz OK.
Bin schon gespannt. Meine letzte Bestellung in Italien war ja jetzt nicht soo der Renner...
Ach übrigens, ich hatte es ja mal erwähnt, daß ich wahrscheinlich in die Ausnehmung der Nebenwelle durchbrechen könnte, wenn ich das Kurbelhaus zündungsseitig ausspindeln muß für die Welle. Bei der Ape ist das ja wegen der anderen Nebenwelle dort dünner.
Ich werde mich nächste Woche nach Feierabend mal damit befassen, dort ein Alustück einzusetzen. Ich habe neulich nochmal gemessen, es sind halt gerade mal 1 mm Wandstärke.
Ein weiterer Lagerdummy aus Messing mit den anderen Lagermaßen zündungsseitig (20x47x12) werde ich wohl auch noch drehen müssen.
Innen ist das Kurbelhaus ziemlich genau 84 mm und die Fabbri ist mit 87 mm angegeben. Das kann rein rechnerisch schon nicht reichen.
Hat schon Gründe, warum man so selten etwas von einer Ape mit mehr Hub als 51 mm liest...
Gruß Paddy.
Ein weiterer Lagerdummy aus Messing mit den anderen Lagermaßen zündungsseitig (20x47x12) werde ich wohl auch noch drehen müssen.
Will der Stift nix mehr lernen?
Oder darf er nicht mehr bei Dir?
Der Stift ist nicht mehr greifbar - leider...
Ja, der Stift ist jetzt in einer anderen Abteilung.
Aktuell sind es nicht so viele Auszubildende. Mal sehen, wann der nächste kommt. Die sind immer drei Monate in den Abteilungen und der Ausbilder schickt nicht jeden zu mir.
Gruß Paddy.
Ja, der Stift ist jetzt in einer anderen Abteilung.
Aktuell sind es nicht so viele Auszubildende. Mal sehen, wann der nächste kommt. Die sind immer drei Monate in den Abteilungen und der Ausbilder schickt nicht jeden zu mir.
Gruß Paddy.
Hey Paddy, ich gehe bald in Rente, dann könnte/würde ich gerne dein Stift sein !?! ![]()
und der Ausbilder schickt nicht jeden zu mir.
Das ist äußerst schade für Lehrlinge.
Und eigentlich auch für den Betrieb, denn bei Dir - so zumindest mein Eindruck (und vermutlich auch der, der anderen) - werden sie sehr qualifiziert ausgebildet und könnten mit dem Erlernten, dem Betrieb sehr nützlich sein.
Diese Kreditkarte benutze ich eigentlich nie. Keine Ahnung, warum es nicht funktioniert hat, nicht freigeschalten oder es war meine alte, die ich im Sommer mit meinem Geldbeutel zusammen verloren geglaubt hatte und mittlerweile eine neue habe (der Geldbeutel ist aber auch wieder aufgetaucht), auf jeden Fall hing die Bestellung als "pending" drin in meinem Profil nach einer Fehlermeldung.
Guten Morgen Paddy,
mittlerweile sind Onlinezahlungen mit Kreditkarten aus Sicherheitsgründen ab einem bestimmten Betrag nur mit Zwei-Faktor-Bestätigung möglich. Es könnte sein, dass die Secure-App Deiner Bank angesteuert wird und Du dort freigeben müsstest.
Ich bin da selbst nicht der Held in Tüten und habe das ganze Banking viele Jahre meiner Frau überlassen. Seitdem der oben beschriebene Mechanismus zum Schutz vor Betrügern aktiv ist, habe ich halt doch App-Banking und gelernt, dass ich meine Kreditkartenzahlungen erst freigeben muss. Ich will Dir da mit meinem Steinzeitwissen keinesfalls zu nahe treten. Meine Gedanken habe ich nur deswegen formuliert, für den Fall dass Du ähnlich antiquiert wie ich unterwegs sein solltest.
Frohes Neues und frohes Schaffen ![]()